
Product Development Process Positive Pressure Relief Valve
Stage 1: Identifying the Challenge & Solution
Customer Challenge/Requirements:
During the development phase of the International Space Station, a challenge arose with how to launch each of the modules into orbit. The walls of each module were designed to be thin and lightweight, however they would be sealed on the launch pad with one atmosphere of pressure, and then arrive in space with a vacuum on the outside. Compressed gases were installed on earth and in the case of a leak of those gases, there was a risk the walls of the module would not support that increased internal pressure. Readily available pressure relief valves did not meet NASA’s stringent requirements for space flight and thus another approach was desired.
Mide’s Solution:
Mide worked directly with NASA, Boeing (the prime contractor building the station), and partners to develop a custom positive pressure relief valve. The key performance requirement was to relieve pressure very quickly but have the valve close without losing too much pressure. This had to be performed in the environment of space, so the valve had to operate without electrical power, operate in the extreme heat and cold in space, as well as survive the shock and vibration associated with the launch. Mide developed a two stage valve, using advanced materials, to achieve the stated goals. The two stage operation was the key performance driver. The first stage would be used to sense an over pressure situation and could open and close across a very small range of pressures. When open, this would pneumatically activate the second stage which enabled a large mass flow of air to exit the module.
Stage 2: Engineering the Solution
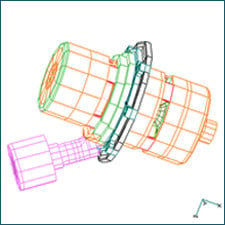
Analysis
- Flow performance modeling
- Frequency response from Space Shuttle launch
- Thermal analysis

Prototyping
- Component testing
- Built full scale prototype for lab testing
- Flow testing in custom built test fixture

Testing
- Flow testing in custom built test fixture
- Leak testing when valve is closed
- Performance tests at temperature extremes
- Shock and vibration
- Full flight qualification testing

Productization
- Design for manufacturing on all components
- In-house machining capabilities
- Identifying trusted and reliable vendors
- Delivered valves for US and Japanese modules
- Developed commercial version for other ground uses
Result/Current Status:
While the ISS launched many years ago, the knowledge to develop other custom relief valves continues. The lessons learned have been applied to other products and technologies. Mide has developed a commercial version of the PPRV and used it on research projects to vent gases in rocket motors due to unintended ignition. The PPRV can also be used as a replacement for burst disks, providing a re-settable method to add safety to any pressure vessel.

